
插齿机加工_插齿机维护规程
前面我们对插齿机工艺的操作规程已经了解。(导读:插齿机的操作规程 http://www.hswj66.com/Article/chachijijiagong_chac_1.html)
一、维护保养
1、按运行中注意事项和维护标准做好日常维护保养工作。
2、机床每运行500小时,进行一次一级保养。由操作者进行,维修钳、电工配合。具体内容是:
2.1擦拭机床外表及死角,拆卸有光罩盖擦拭内部机件,做到内外清洁,无铁屑、油垢、锈蚀和黄袍;
2.2检查补齐螺钉、螺帽、手柄和手柄球;
2.3擦拭导轨及各滑动面;
2.4清洗进给机构、分齿机构、摇杆机构;
2.5清洗、调整插头、弹簧及各部银条间隙;
2.6检查油质,补足油量;
2.7检查、清洗油毡、油线、润滑油泵,要求油路清洁、畅通、无渗漏。油杯固定、齐全;油标(窗)醒目;
2.8清洗过滤网及箱体,更换冷却液;
2.9紧固油泵及管路,消除漏液;
2.10清理机床电气设备的外表及管线,清除积尘和油污;
2.11检查机床电气设备及照明灯,要求接地良好和安全可靠。
二、润滑
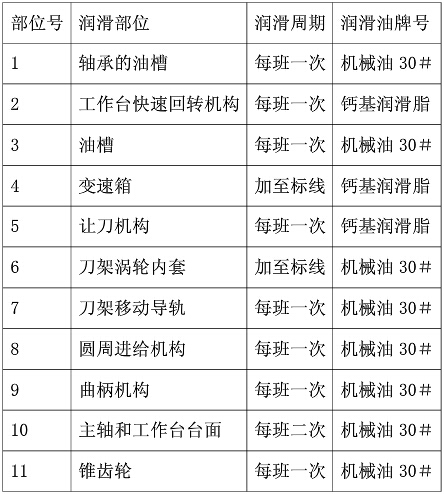
3、插齿机润滑部位见表1
表1

4、加油须知:
(一)油壶、油枪要保持清洁专用;
(二)手压油抢加油时,每次压3-5次;
(三)上床身、刀架、丝杠应根据需要用油壶润滑;分齿挂轮和圆周进给交换齿轮每班用油壶润滑两次;
(四)各油池润滑油每三个月清洗换油一次。
三、维护标准
(一)插齿机体整洁,基础牢固可靠,地面无明显油垢,零件、附件、专用工具完整无缺。防护、电气等装置齐全;
(二)零、部件无裂纹,结构虽有变形,但能满足生产工艺要求;
(三)各部件的联结件(螺栓、键、销、垫圈等)符合技术条件。螺帽上满扣,螺栓露出部分不得超过2-3扣,各部手柄灵敏可靠;
(四)机床导轨及润滑面不得有严重研伤现象,研伤长度在导轨面全长的20%范围内,宽度不得超过10%,深不得超过0.3mm;
(五)电气零件齐全、完整、动作灵敏可靠。线路、管路排列整齐,盘面清楚,接触良好,绝缘和接地线符合标准;
(六)机床所用润滑油(脂)符合机床说明书所要求的质量标准。各润滑点及油路畅通,油嘴、油杯、油线齐全整洁,指示器明显易见。
-- 如需了解更多资料请猛击:《东莞大朗插齿加工的工艺特点》《东莞插齿加工工艺原理》
相关标签:插齿加工,插齿机
相关资讯




同类文章排行
- 我们擅长做的滚花工艺有哪些方法和形式
- 一起探讨铝件、铝件加工方法
- 【诚聘】数控车床师傅!
- 耳壳,耳机耳壳,戴式耳机外壳,海晟9年精密的cd纹高光
- 新上线!海晟五金企业PPT展示页面
- 学习笔记:铝氧化着色工作经验
- 阳极氧化预处理工艺更新
- 大朗铝硬质氧化表面处理核心的技术与铝氧化加工处理
- 阳极氧化与化学氧化的异同
- 阳极氧化处理在近几年中没有实质性的突变
最新资讯文章
- 我们擅长做的滚花工艺有哪些方法和形式
- 数控车床是什么?
- 一起探讨铝件、铝件加工方法
- 什么是镜头圈?
- 旋钮应用在不同领域中
- 什么是车床加工?
- 【诚聘】数控车床师傅!
- 装饰件,装饰片,精美的装饰件怎能让人不心动
- 电脑锣与CNC的区别?
- 电脑锣是cnc吗?
您的浏览历史


