
东莞大朗磨光、抛光机加工常见问题及解决办法
前面我们已经简单概述铝及铝合金的表面机械处理,(导读:铝及铝合金的表面机械处理简单概述 http://www.hswj66.com/Article/lvjilvhejindebiaomia_1.html)今天我们继续对磨光、抛光机加工常见问题及解决办法来进行探讨。由于(磨)抛光轮、(磨)抛光料和抛光剂等选择不当,尤其是采用了太大的抛光压力或磨触时间太长时,抛光件表面易留下暗色的斑纹,通常称为“烧焦”印.若浸入电解抛光液中取出观察,则更加清晰,显示出雾状乳白色的斑纹。这是由于抛光件与抛光轮磨触时过热而造成的。一旦发生,常采用下列办法解决。
①在稀碱溶液中进行轻微的碱蚀。
②用温和的酸浸蚀,如铬酸一硫酸溶液,或者质量分数为10%的硫酸溶液加温后使用。
③质量分数为3%的碳酸钠和2%的磷酸钠溶液,在40一50℃的温度下处理。时间为5min,严重的可延长至10一15min。
经上述处理清洗并干燥后,应立即用精抛轮或镜面抛光轮重新抛光。为了避免出现此类情况,操作时应注意下列事项。
(1)选择合适的磨光轮或抛光轮。磨光轮或抛光轮太硬,由于磨削量太大,容易使抛光件表面烧焦,特别是平面状的抛光件,操作不当,会磨出凸凹的波浪形表面.反之若抛光轮太软,抛光剂中的磨粒不能与抛光件直接接触。在抛光时,磨抛下的铝屑有时会粘在轮缘表面,使抛光轮打滑.因此磨抛时要求操作者必须掌握熟练的技巧,选用合适的抛光压力和转速。
(2)选用适宜的抛光剂。抛光剂中的黏合剂会影响抛光件磨抛的表面特性。同一种抛光剂,若其中黏合剂含量少些,会降低磨削力,抛光的表面光泽度高。如增加黏合剂比例,在大多数情况下,磨削会更尖锐,但润滑性好。抛光剂中过多的油脂易使抛光件表面脏污,不利于检验抛光质量和清洗。无论是棒条状抛光膏还是液体抛光剂,都应做到少量但多次添加。抛光轮吸收了足够的抛光剂后,使磨下量减少并且抛得光亮.反之如抛光剂过多,抛轮与抛光件接触时容易打滑,不但影响抛光,还造成浪费,增加成本。
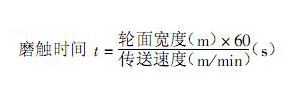
(3)抛光件与抛轮的磨触时问要适当掌握。在简单机械上手工操作中,全凭操作者个人的经验。磨触时间只能以“秒”计,不可停留太长。在自动生产线上,要根据机器的类型、生产条件等因素进行计算,简单的可用下列公式计算。
相关资讯




同类文章排行
- 我们擅长做的滚花工艺有哪些方法和形式
- 一起探讨铝件、铝件加工方法
- 【诚聘】数控车床师傅!
- 耳壳,耳机耳壳,戴式耳机外壳,海晟9年精密的cd纹高光
- 新上线!海晟五金企业PPT展示页面
- 学习笔记:铝氧化着色工作经验
- 阳极氧化预处理工艺更新
- 大朗铝硬质氧化表面处理核心的技术与铝氧化加工处理
- 阳极氧化与化学氧化的异同
- 阳极氧化处理在近几年中没有实质性的突变
最新资讯文章
- 我们擅长做的滚花工艺有哪些方法和形式
- 数控车床是什么?
- 一起探讨铝件、铝件加工方法
- 什么是镜头圈?
- 旋钮应用在不同领域中
- 什么是车床加工?
- 【诚聘】数控车床师傅!
- 装饰件,装饰片,精美的装饰件怎能让人不心动
- 电脑锣与CNC的区别?
- 电脑锣是cnc吗?
您的浏览历史


