
阳极氧化槽_硫酸阳极氛化工艺规范
前面我们了解了硫酸阳极氧化工艺(导读:阳极氧化工艺中_硫酸阳极氧化工艺 http://www.hswj66.com/Article/yangjiyanghuagongyiz_1.html)接下来跟着小编一起对硫酸阳极氛化工艺规范过程了解一二:
(1)阳极氧化槽槽液配制
①确认阳极氧化槽、酸泵、热交换器、管道和阀门等不渗流。向阳极氧化槽内加入自来水至工作液位,打开管路阀门,开启酸泵1~2h,检查是否有渗漏处,再静放约10h,检查阳极氧化槽内水位是否下降。
②彻底清洗阳极氧化槽槽子,包括管道和阴极板等,最后用去离子水冲洗一遍。
③按槽内所配溶液体积计算硫酸用量。硫酸应是无色、纯度高的工业一级品,不得使用乳黄色、褐黑色和浑浊的硫酸,这些现象都是硫酸中杂质所引起,即说明其中含有较多铁、铜、铅或氯化物等杂质.
④阳极氧化槽内先加入约早高度工作液位的去离子水,然后启动搅拌和冷却装置,缓慢加人硫酸,一般不使溶液温度大于35℃。.
⑤添加0.1g/L铝离子,以硫酸铝[Al2((SO4)3·18H2O]或部分阳极氧化老槽液形式加人。
⑥补充去离子水至工作液位,当溶液温度冷却至约20℃时,关闭搅拌和冷却装置,取样分析硫酸含量,符合要求即可生产,一般刚开槽生产,硫酸浓度取略低规定浓度下限.
在配制溶液时,切不可先加浓硫酸.再将水加到浓硫酸中,不然会发生爆炸。
(2)槽液维护和工艺条件
①防止前道中和(也叫出光)槽液带入阳极氧化槽。一般中和以后要经过两道水洗,这是因为如果将中和槽内的硝酸带人阳极氧化槽,就会造成阳极氧化不成膜或仅成几个微米薄膜的现象。即使是采用硫酸中和.也至少要经过一道水洗,硫酸中和槽内含有较多铝材表面溶解下来的其他金属离子(尤其是铁),如果串液污染阳极氧化槽,会造成阳极氧化失光严重和阳极氧化膜硬度差等问题。
②对槽液要定期进行分析,一般只分析游离硫酸和铝含量.槽液在使用过程中,游离硫酸浓度会逐渐下降,而铝含量上升,当游离硫酸浓度降到规定浓度下限,铝含量尚未升到上限时,只需计量添加硫酸,但当铝含量超过规定上限时,应排放部分(l/4~1/3)槽液,然后再计量添加硫酸和去离子水。排放的硫酸溶液可用耐酸泵抽人硫酸脱脂槽内二次利用。降低阳极氧化槽内的铝含量也可用硫酸回收设备。
③槽液液面上的漂浮物和油污应及时清除,脱落在槽液中的铝工件和杂物应及时捞起。
④阳极氧化槽槽液沉淀物较少.一般只需一年倒槽清底一次,此时应刷洗或更换阴极板.
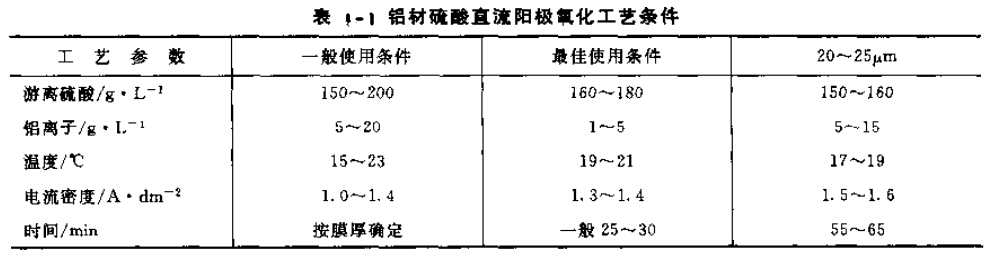
⑤硫酸阳极氧化工艺条件参见表1-1,工艺条件的选择应根据阳极氧化工件的形状和对膜厚、膜质量要求等决定,对现有的厂同时要考虑自身的设备能力。
更多文章链接:《铝阳极氧化膜的着色工艺》《阳极氧化_氧化膜的厚度》
相关标签:阳极氧化
相关资讯




同类文章排行
- 我们擅长做的滚花工艺有哪些方法和形式
- 一起探讨铝件、铝件加工方法
- 【诚聘】数控车床师傅!
- 耳壳,耳机耳壳,戴式耳机外壳,海晟9年精密的cd纹高光
- 新上线!海晟五金企业PPT展示页面
- 学习笔记:铝氧化着色工作经验
- 阳极氧化预处理工艺更新
- 大朗铝硬质氧化表面处理核心的技术与铝氧化加工处理
- 阳极氧化与化学氧化的异同
- 阳极氧化处理在近几年中没有实质性的突变
最新资讯文章
- 我们擅长做的滚花工艺有哪些方法和形式
- 数控车床是什么?
- 一起探讨铝件、铝件加工方法
- 什么是镜头圈?
- 旋钮应用在不同领域中
- 什么是车床加工?
- 【诚聘】数控车床师傅!
- 装饰件,装饰片,精美的装饰件怎能让人不心动
- 电脑锣与CNC的区别?
- 电脑锣是cnc吗?
您的浏览历史


