
铝件加工_常用量具游标卡尺的结构和使用方法
加工出的零件是否合格,需要严格按照图样要求用量具进行测量。生产中常用的量具有游标卡尺、千分尺和百分表等。
1.游标卡尺
(1)游标卡尺的结构
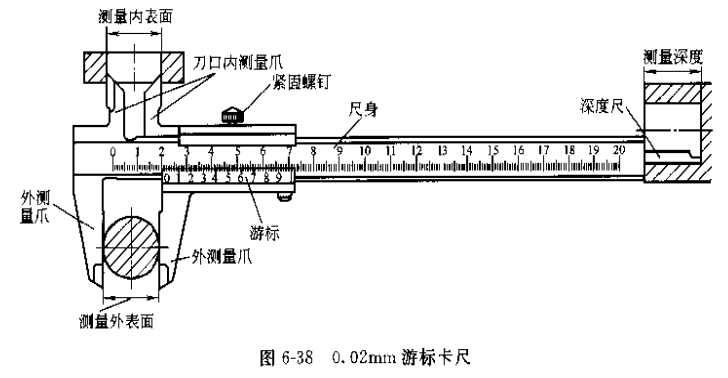
常用游标卡尺的测量精度有0.02mm或0.05mm两个等级。图6-38为0.02mm游标卡尺的结构,测量范围有0~125mm、0~200mm和0~300mm等数种规格,最大测量范围可达4000mm。
(2)游标卡尺的读数
如图6-39(a)所示,当两测量爪闭合时,尺身和游标的零线对齐、尺身上的49mm对准游标上的第50格,因此游标每格为49/50=0.98mm,尺身与游标每格相差1一0.98=0.02mm。
游标卡尺是以游标零线为基线进行读数的。以图6-39(b)为例,其读数方法分为三个步骤。
①先读整数根据游标零线以左的尺身上的最近刻线整毫米数(23mm)。
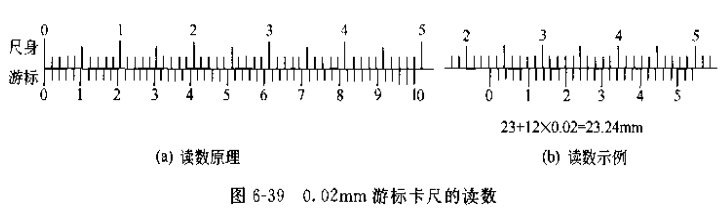
②再读小数根据游标零线以右与尺身刻线对齐的游标上的刻线条数乘以游标卡尺的测量情度(0.02mm),即为毫米的小数值(0.24mm),
③整数加小数将.仁面两项读数加起来,即为被测表面的实际尺寸(23.24mm)。
(3)游标卡尺的使用方法
①测量前,应将测量爪和被测工件表面擦拭干净,以免影响测量精度。同时检查量爪贴合后游标和上尺零线是否对齐,若不能对齐,可在侧量后根据原始误差进行读数修正或将游标卡尺校正到零位后再使用。
②测量时,所用的测力以两量爪刚好接触零件表面为宜.
③测量工件外尺寸时,应先使游标卡尺外测量爪间距略大于被测工件的尺寸.再使工件与尺身外测量爪贴合.然后使游标外测量爪与被测工件表面接触,并找出最小尺寸.同时要注意外测量爪的两测量面与被测工件表面接触点的连线应与被测工件表面相垂直,如图6-40所示。

④测量工件内尺寸时,应使游标卡尺内测量爪的间距略小于工件的被测孔径尺寸,将测量爪沿孔中心线放人。先使尺身内侧量爪与孔壁一边贴合,再使游标内测量爪与孔壁另一边接触,找出最大尺寸。同时注意使内测量爪两测量面与被侧工件内孔表面接触点的连线与被测工件内表面垂直,如图6-41所示。

⑤用游标卡尺的深度尺测量工件深度尺寸时.要使卡尺端面与被测工件的顶端平面贴合,同时保持深度尺与该平面垂直,如图6-42所示。
⑥如图6-43所示为专用于测量高度和深度的高度游标卡尺和深度游标尺,高度游标卡尺除用来测量工件的高度外,也常用于精密划线。
⑦在游标上读数时,避免视线误差。

相关资讯




同类文章排行
- 旋钮应用在不同领域中
- 装饰件,装饰片,精美的装饰件怎能让人不心动
- 按键cd纹,小巧可爱的按键表面也可以cd纹加工
- 按键,铝按键,手机按键,电脑按键也能完成cd纹工艺
- 八年磨一剑,我们一直在做中高端外观精美的铝旋钮!
- 机加工是什么,机加工是做什么的?
- CD纹产品特点表现在哪些方面呢?
- 2020CD纹颜色搭配方案大全
- 铝氧化着色产化是我国铝产业必经之路
- 铝型材进行挤压的时候还需要哪个过程?
最新资讯文章
- 我们擅长做的滚花工艺有哪些方法和形式
- 数控车床是什么?
- 一起探讨铝件、铝件加工方法
- 什么是镜头圈?
- 旋钮应用在不同领域中
- 什么是车床加工?
- 【诚聘】数控车床师傅!
- 装饰件,装饰片,精美的装饰件怎能让人不心动
- 电脑锣与CNC的区别?
- 电脑锣是cnc吗?
您的浏览历史


