
抛光机加工_化学抛光处理_影响化学抛光的因素
不锈钢化学抛光溶液种类较多,从室温、中温到高温,皆有文献报导。无论哪种抛光工艺,都有一定的操作规范,否则,抛光效果无法保证。
一、硫酸
硫酸是强酸,又是强氧化剂,在化学抛光溶液中主要是溶解固态膜和形成固态膜,同时,在硫酸型抛光溶液中,它对不锈钢表面有增光作用。其质量浓度增高,溶解和反应速度增大,工件尺寸消耗量增大,公差尺寸无法保证;质量浓度降低,形成和溶解固态膜的速度降低,在其它条件不变时,溶液对工件只起腐蚀而无增光作用。硫酸质量浓度与抛光效果见表1.
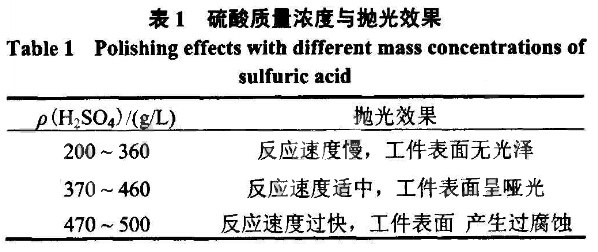
由表1可知,当H2S仇质量浓度在370~460g/L时,抛光速度易于控制,工件表面呈金属哑光状态。
二、盐酸
盐酸是强酸,在化学抛光溶液中,起溶解不锈钢的作用。其质量浓度高,溶解和反应速度大,工件表面尺寸消耗量大;质量浓度低,反应速度缓慢,生产效率低。盐酸质量浓度与抛光效果见表2.
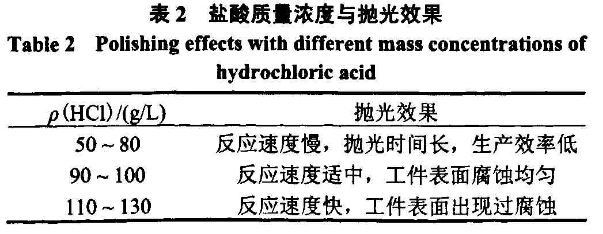
由表2可看出,盐酸质量浓度为90~100g/L时,反应速度适中,工件表面抛光均匀。
三、硝酸
硝酸是强酸,又是强氧化剂,在化学抛光溶液中起溶解和钝化不锈钢的作用。在硫酸型抛光溶液中,其质量浓度越高,反应速度愈快,工件尺寸消耗愈大,易形成粗糙表面;质量浓度低,反应速度慢,生产效率低。硝酸质量浓度与抛光效果见表3。
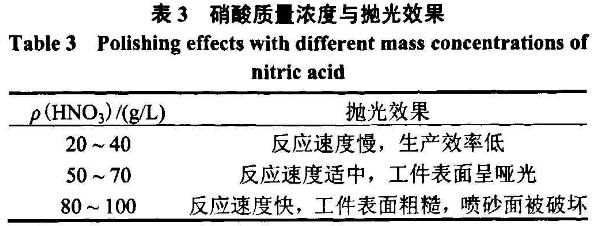
由表3可知,硝酸质量浓度为50~70g/L时,反应速度易于控制,工件表面呈哑光状态。
四、复合表面活性剂
不锈钢化学抛光效果的好坏,表面活性剂的选择很重要。在硫酸型化学抛光溶液中,使用的表面活性剂一般有明胶、聚乙二醇、乙二醇和苯甲酸等,它们在化学抛光溶液中主要起粘度调节、缓蚀和光亮剂作用,添加量一般控制在5~8g/L为宜.若使用易产生泡沫的阴、阳离子表面活性剂,还需要加入适量的消泡剂。消泡剂可使用二甲基硅油或磷酸三丁酷,添加量为0.5~1.0g/L,添加量过大,会造成抛光溶液失效。
五、温度.
温度升高,反应速度加快,抛光过程控制难度大,工件易产生过腐蚀和粗糙表面;温度低,抛光时间延长,生产效率降低。经多次试验确定:抛光温度在60~70℃条件下,抛光件表面呈现金属哑光状态,最佳温度为67℃.
六、时间
在其它条件不变的情况下,抛光时间越长,工件表面尺寸消耗量越大,喷砂面损坏越严重,表面光亮度越高;抛光时间短,抛光面呈灰色喷砂面。因此,确定抛光时间为3~5min,可以得到哑光金属表面。
-- 更多资料链接:《铝的表面机械处理中磨光和抛光的区别》
相关标签:抛光
相关资讯




同类文章排行
- 我们擅长做的滚花工艺有哪些方法和形式
- 一起探讨铝件、铝件加工方法
- 【诚聘】数控车床师傅!
- 耳壳,耳机耳壳,戴式耳机外壳,海晟9年精密的cd纹高光
- 新上线!海晟五金企业PPT展示页面
- 学习笔记:铝氧化着色工作经验
- 阳极氧化预处理工艺更新
- 大朗铝硬质氧化表面处理核心的技术与铝氧化加工处理
- 阳极氧化与化学氧化的异同
- 阳极氧化处理在近几年中没有实质性的突变
最新资讯文章
- 我们擅长做的滚花工艺有哪些方法和形式
- 数控车床是什么?
- 一起探讨铝件、铝件加工方法
- 什么是镜头圈?
- 旋钮应用在不同领域中
- 什么是车床加工?
- 【诚聘】数控车床师傅!
- 装饰件,装饰片,精美的装饰件怎能让人不心动
- 电脑锣与CNC的区别?
- 电脑锣是cnc吗?
您的浏览历史


