
喷射加工又称喷砂加工_喷砂工艺
喷射加工(习惯称喷砂),是将磨料或其他固体颗粒以很高的速度喷射到零件表面上,利用磨粒的高速动能清理零件表面、去除加工余量以及进行光饰加工等。(导读:金属表面处理喷砂工艺找海晟五金 http://www.hswj66.com/Article/jinshubiaomianchulip_1.html)其应用范围有:锻件、铸件、热处理后零件的表面清理;钢板除锈、去涂层;油漆或电镀表面的预加工;玻璃、水晶、宝石等脆性材料的切削、光饰或喷刻图案、花纹等。
一、压力喷射加工
(一)喷射装置
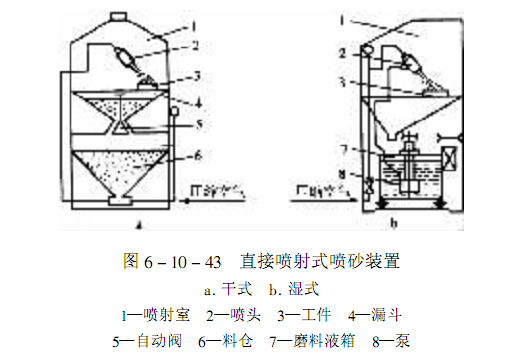
图6一10一44为直接喷射式喷砂装置,工件3安放在喷射加工室1内,压缩空气带着压力料仓6中的磨粒经喷头2斜射到工件上。溅落下来的磨粒由漏斗4收集并经自动阀5流回压力料仓,继续循环使用。图6一l0一431,为湿式喷砂装置。
(二)喷射加工方式
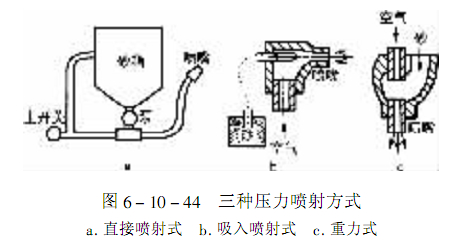
喷射加工方式有三种,如图6-10一44所示。图中的干式喷砂,粉尘较大,污染严重。因此,普遍采用的是湿式喷砂。
(三)工艺参数
1.磨料
天然磨料如河砂、石英砂价格便宜,但磨粒易碎,且对人体有害,现在使用较少。
人造磨料如刚玉、碳化硅价格较高,多用于玻璃、水晶、宝石等脆性材料的加工。碳化硅磨料的金属切除率较高。
常用的磨料是铁砂,磨粒中含C3%、Cr1.5%、P1%,用于零件的清砂、表而强化等。
2.运载流体
磨粒运载速度总是比携带它的流体速度低,用液体运载比用气体运载能使磨粒获得较高的速度与动能,从而获得较高的加工效率。另一方面,液体会散布在工件表面,形成液膜阻碍
磨粒冲击,又使加工效率下降,但却可使表面粗糙度降低。
3.混合液浓度
用浓度系数K表示:
K=W/Q
式中 W——磨料重量
Q——液体重量
一般地,磨粒越细K值越大。例如:F120:K=0.4~0.5;F200:K=0.6~0.8;F360:K=0.8~1.0。
4.喷射压力
喷射压力越高金属切除率越高,但从技术上看,难度也相应提高,而且设备费用也会上升。所以喷射压力通常取((3~6)x10^5Pa。
5.喷射角度
喷射角度是喷嘴中心线与工件表而切线之间的夹角。通常取300一600,零件材料硬度大、脆性高,喷射角度取大值。
6.喷射长度
喷射长度是指从喷射出口沿喷嘴中心线至加工表面的距离,其值通常为喷射口直径的6倍至8倍。
相关标签:喷射加工,喷砂处理,喷砂工艺
相关资讯




同类文章排行
- 我们擅长做的滚花工艺有哪些方法和形式
- 一起探讨铝件、铝件加工方法
- 【诚聘】数控车床师傅!
- 耳壳,耳机耳壳,戴式耳机外壳,海晟9年精密的cd纹高光
- 新上线!海晟五金企业PPT展示页面
- 学习笔记:铝氧化着色工作经验
- 阳极氧化预处理工艺更新
- 大朗铝硬质氧化表面处理核心的技术与铝氧化加工处理
- 阳极氧化与化学氧化的异同
- 阳极氧化处理在近几年中没有实质性的突变
最新资讯文章
- 我们擅长做的滚花工艺有哪些方法和形式
- 数控车床是什么?
- 一起探讨铝件、铝件加工方法
- 什么是镜头圈?
- 旋钮应用在不同领域中
- 什么是车床加工?
- 【诚聘】数控车床师傅!
- 装饰件,装饰片,精美的装饰件怎能让人不心动
- 电脑锣与CNC的区别?
- 电脑锣是cnc吗?
您的浏览历史


