
数控加工_数控车床的基本工作原理
(1)基本工作原理。在数控车床加工零件时,一般根据被数控车床加工零件的工作图样,用规定的数字代码和程序格式编制程序单,(导读:东莞CNC车削数控机床的组成及工作原理 http://www.hswj66.com/Article/dalangCNCchexiaoshuk_1.html)再将编制好的程序单记录在信息介质上,通过阅读机把信息介质上的代码转变为电信号,并输送到数控装置,数控装置将所接受的信号进行处理后,再将其处理结果以脉冲信号的形式向伺服系统发出执行指令,伺服系统接到指令后,马上驱动车床各进给机构按规定的加工顺序、速度和位移量自动完成对零件的车削加工。
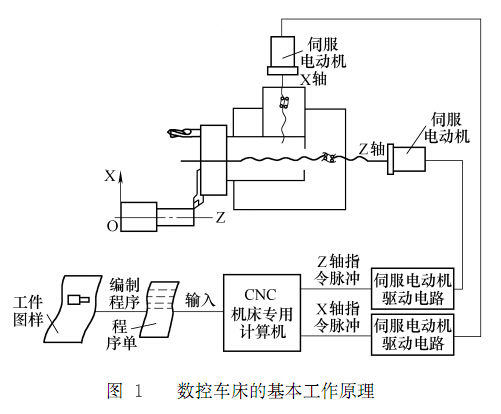
数控车床加工的基本工作原理见图1。
(2)车刀进给原理。一般卧式车床是通过车刀直、斜、圆弧或其他曲线的进给运动,配合工件旋转完成车削加工的。数控车床车削加工时,是把刀具的进给分成对不同坐标的进给。而每一进给量又分割成若干个单位(位移)量,由数控系统根据工件数控车床加工程序的要求,不断按刀具各坐标比例移动,从而完成车刀的进给运动。图2-20是数控车床车刀的进给原理图。
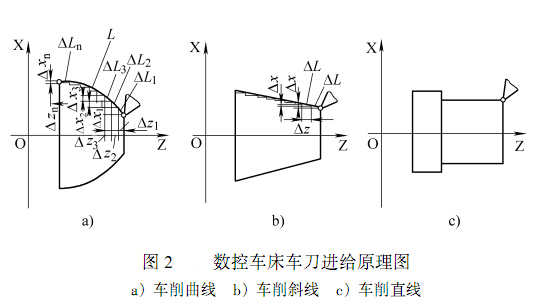
在图2a的曲线车削加工中,可以把曲线L细分为△L1、△L2......△Ln。等线段。车刀在Z坐标和x坐标方向上单位时问内的位移量为△z1、△X1),即可合成线段△L1。由于△Ln的斜率在不断变化,进给分量△xn/△zn也会随之变化,车床数控系统不断发出连续指令,使车刀在X,Z两坐标方向的△x与△z的比值也变化,从而使车刀作连续位移,完成曲线车削加工。
在图2b中,△L的斜率是不变的,即△x/△z的比值不变。数控装置只要按△x/△z的比例发出连续移动指令,便能完成圆锥车削加工。
在图2c中,刀具按已确定的进给量连续位移,便完成圆柱直线车削加工。
在数控车床加工中,数控车床的进给量△x和△z是由车床数控装置输出的脉冲当量所决定的,每一个脉冲当量是车床的最小位移量,一般为0.001mm。
-- 更多资料链接:《CNC机床加工的工作原理》《CNC车削加工的工作原理是什么》
相关标签:数控车床加工,车削加工
相关资讯




同类文章排行
- 我们擅长做的滚花工艺有哪些方法和形式
- 一起探讨铝件、铝件加工方法
- 【诚聘】数控车床师傅!
- 耳壳,耳机耳壳,戴式耳机外壳,海晟9年精密的cd纹高光
- 新上线!海晟五金企业PPT展示页面
- 学习笔记:铝氧化着色工作经验
- 阳极氧化预处理工艺更新
- 大朗铝硬质氧化表面处理核心的技术与铝氧化加工处理
- 阳极氧化与化学氧化的异同
- 阳极氧化处理在近几年中没有实质性的突变
最新资讯文章
- 我们擅长做的滚花工艺有哪些方法和形式
- 数控车床是什么?
- 一起探讨铝件、铝件加工方法
- 什么是镜头圈?
- 旋钮应用在不同领域中
- 什么是车床加工?
- 【诚聘】数控车床师傅!
- 装饰件,装饰片,精美的装饰件怎能让人不心动
- 电脑锣与CNC的区别?
- 电脑锣是cnc吗?
您的浏览历史


