
数控加工仿真系统操作界面的熟悉
1.2.1如何进入数控加工仿真系统
1、开始菜单 → “数控加工仿真系统” → 打开“加密管理程序”
2、开始菜单 → “数控加工仿真系统” → 打开“数控加工仿真系统” → 进入“用户登录”界面 → 点击“快速登录”。
1.2.2 选择机床类型
1、选择控制系统:FANUC系统
2、系统名称:FANUC-0I系统
3、机床类型:铣床 标准
1.2.3 介绍数控加工仿真系统的面板
1.机床操作面板按键说明
一>MDI键盘
(1)常用功能键
POS 当前机床位置显示
PROGRAM 程序显示
MENU/OFSET 偏置量显示
(2)常用的编辑键
RESET 复位键:终止当前一切操作、CNC复位、解除报警。
INPUT 用于参数、偏置量的输入
零件图(如图1-31所示,毛坯尺寸为90*90*30)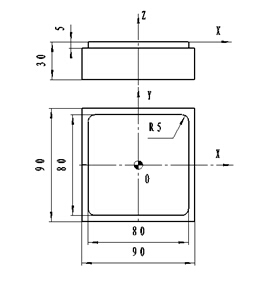
O0001
N010 G54 G0 G90 X-65. Y40. S500 M3
N020 Z50.
N040 G1 Z-5. F80.
N050 G41 D1 X-50. F120.
N060 X35.
N070 G2 X40. Y35. R5.
N080 G1 Y-35.
N090 G2 X35. Y-40. R5.
N100 G1 X-35.
N110 G2 X-40. Y-35. R5.
N120 G1 Y35.
N130 G2 X-35. Y40. R5.
N140 G3 X-20. Y55. R15.
N150 G1 G40 Y70.
N160 G0 Z50.
N170 M5
N180 M30
地址/数字键 用于字母、数字等的输入
CAN取消输入键 用于删除已输入到缓冲器的文字或符号
CURSOR↑↓ 光标的移动键
PAGE↑↓ 翻页键
ALTER 字符替换键
INSRT 字符输入(插入)
DELET 字符、程序删除
注: 同一键上有多个地址和数字,按同一键循环。
二>操作面板键
(1)EMERGENCY STOP 急停键
(2)Start 循环启动键 自动方式:程序运行
MDI方式:执行MDI程序
(3)HOLD 进给保持键: 在自动运行状态下,暂停进给M、S、T功能有效。
(4)STOP 终止程序键: 在自动状态下,终止运行程序。
(5)MODE(选择机床工作方式)
EDIT: 编辑方式,用于与程序有关的操作
AUTO: 自动方式,用于零件的加工
REF : 回参考点,用于机床回参考点操作
MDI : 手动数据输入方式,在MDI&CRT面板上,直接用
键盘将一些简短的程序输入到MDI存储器并运行。
STEP/HANDLE: 手轮方式,用于手轮进给
X1 ——移动量:0.001mm/每格
X10 ——移动量:0.01mm/每格
X100——移动量:0.1mm/每格
JOG : 手动进给,用于手动移动工作台
(6)FEEDRATE OVERRIDE 进给倍率修调旋钮,控制F指令进给量在0%—150%的范围内修调。
(7)JOG FEEDRATE OVERRIDE 手动进给倍率修调
(8)AXIS 手动(或手轮)方式进给时,选择移动轴
(9)SPINDLE: Start 手动方式时主轴启动
Stop 手动方式时主动停止
(10)JOG“+”,“-” 手动进给时轴移动方向
(11)程序控制开关:
Single Block 单段运行开关
Opt Skip 跳段执行开关 注:工作方式选择和手轮的旋转左右方向用鼠标的左右键来控制
M01 Stop 选择停执行开关。
相关资讯




同类文章排行
- 旋钮应用在不同领域中
- 装饰件,装饰片,精美的装饰件怎能让人不心动
- 按键cd纹,小巧可爱的按键表面也可以cd纹加工
- 按键,铝按键,手机按键,电脑按键也能完成cd纹工艺
- 八年磨一剑,我们一直在做中高端外观精美的铝旋钮!
- 机加工是什么,机加工是做什么的?
- CD纹产品特点表现在哪些方面呢?
- 2020CD纹颜色搭配方案大全
- 铝氧化着色产化是我国铝产业必经之路
- 铝型材进行挤压的时候还需要哪个过程?
最新资讯文章
- 我们擅长做的滚花工艺有哪些方法和形式
- 数控车床是什么?
- 一起探讨铝件、铝件加工方法
- 什么是镜头圈?
- 旋钮应用在不同领域中
- 什么是车床加工?
- 【诚聘】数控车床师傅!
- 装饰件,装饰片,精美的装饰件怎能让人不心动
- 电脑锣与CNC的区别?
- 电脑锣是cnc吗?
您的浏览历史


