
东莞硬质阳极氧化工艺类型及硬质氧化膜性质
通常将氧化膜厚度在20μm以上,硬度(HV)在3500以上的阳极氧化称为硬质阳极氧化。氧化膜按其硬度分类.见表7-21。

获得硬质氧化膜溶液很多,如:硫酸、多种有机酸(如草酸、苹果酸、柠檬酸、丙二酸、磺基水杨酸)混合液。电源则有交流电、直流电、交直流叠加、脉冲电流等。
硬质阳极氧化处理条件为:高电流密度、低温、搅拌。(导读:硬质阳极氧化膜的上色与封闭的原理是什么 http://www.hswj66.com/Article/yingzhiyangjiyanghuamo_1.html)电流密度为普通阳极氧化的2~3倍。低温,是为了抑制溶液对膜的溶解,通过搅拌降温。光用硫酸作电解液,则因硫酸腐蚀性大,故要求温度小于10℃,此为硫酸硬质阳极氧化法。若是硫酸中添加有机酸(如苹果酸、乳酸、丙二酸等)则可在常温下氧化,此为混合酸硬质阳极氧化法。这两种方法是月前生产中应用较多的方法。
-硬质阳极氧化性质
(1)硬度
铝合金上可达HV400~600,在纯铝卜可达HV1500。以上。在铝合金中,LC4合金最易获得硬质氧化膜。
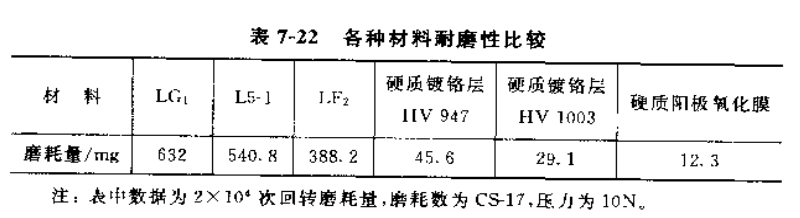
(2)耐磨性
硬质阳极氧化膜,硬度高,耐磨性好。由于膜层具有大量微小孔隙可吸附各种润滑剂,故可提高其减摩能力。各种材料耐磨性比较见表7-22。
(3)疲劳性能
工件经硬质阳极氧化后,疲劳性能要下降。下降的原因是膜层内微观裂纹顶端的应力集中造成的。例如,LC4合金经硬质阳极敏化后疲劳性能下降50%。硬质阳极氧化对铝合金低应力疲劳影响不大,对高应力疲劳性能影响较大。
(4)耐热性
硬质阳极氧化膜熔点达2050C.学热系数低泵67kW/(m·K),耐热性极好。在短时间内经受1500-2000℃高温没问题,
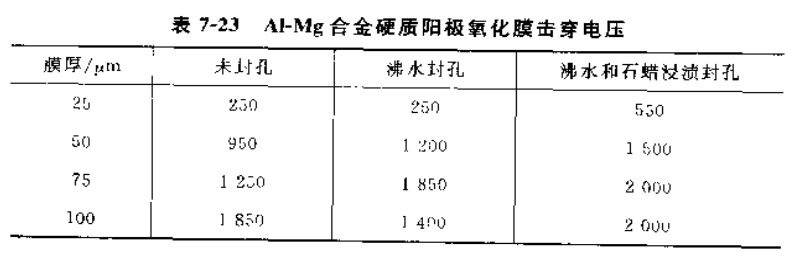
(5)电绝缘性
硬质阳极氧化膜电限率大,经到闭处理(浸绝缘漆或石蜡),击穿电版可达2000V(见表7-23)。
(6)耐蚀性
耐大气腐蚀。在3%NaCL盐雾试验中,可经受数千小时
(7)结合强度
膜与基体结合强度高。用一般机械方法难除去氧化膜。
相关标签:阳极氧化,氧化膜,硬质阳极氧化
相关资讯




同类文章排行
- 我们擅长做的滚花工艺有哪些方法和形式
- 一起探讨铝件、铝件加工方法
- 【诚聘】数控车床师傅!
- 耳壳,耳机耳壳,戴式耳机外壳,海晟9年精密的cd纹高光
- 新上线!海晟五金企业PPT展示页面
- 学习笔记:铝氧化着色工作经验
- 阳极氧化预处理工艺更新
- 大朗铝硬质氧化表面处理核心的技术与铝氧化加工处理
- 阳极氧化与化学氧化的异同
- 阳极氧化处理在近几年中没有实质性的突变
最新资讯文章
- 我们擅长做的滚花工艺有哪些方法和形式
- 数控车床是什么?
- 一起探讨铝件、铝件加工方法
- 什么是镜头圈?
- 旋钮应用在不同领域中
- 什么是车床加工?
- 【诚聘】数控车床师傅!
- 装饰件,装饰片,精美的装饰件怎能让人不心动
- 电脑锣与CNC的区别?
- 电脑锣是cnc吗?
您的浏览历史


